| Casa | Sobre nós | Produtos | Contato | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
Ferramentas de perfuração de poços profundos |
||||||
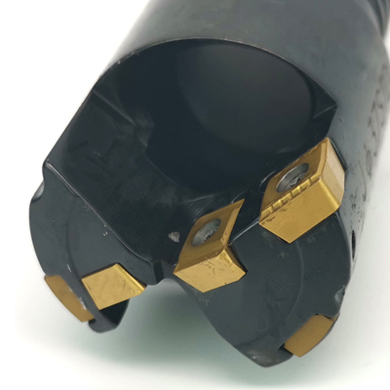
Ferramentas de perfuração profundas de carboneto indexáveis (tipo I) |
||||||
|
||||||
100% mesmo desempenho da Sandvik Coromant |
||||||
Componente de ferramentas de perfuração BTA |
||||||
| 100% substituível com as brocas do sistema Sandvik Coromant. Inserto periférico de alta qualidade, inserto intermediário, inserto central, guia, bolsão usado para processar em aço inoxidável, aço rápido, aço de liga de titânio, liga à base de níquel, etc. | ||||||
| Inserções | ||||||
800-06 03 08H-P-G |
||||||
| Bolsos | ||||||
| R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
| Almofadas de guia | ||||||
| 800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
| Não importa se você está procurando peças de reposição ou para fazer um novo pedido. Não hesite em nos contactar. | ||||||
 |
||||||
 |
||||||
| O que é um buraco profundo? Geralmente, quando a relação entre a profundidade L do furo e o diâmetro D do furo é maior que 5, ou seja, L / d> 5, é denominado furo profundo. |
||||||
Classificação da usinagem de furo profundo |
||||||
| Classificação por método de processamento Método de perfuração de furo profundo de material sólido: o material em branco não tem furo, para usar o método de perfuração de furo profundo para processar furo profundo. Método de perfuração de furo profundo: o material em branco tem furo profundo, a fim de corrigir os defeitos do furo profundo existente e expandir o tamanho do diâmetro do furo, é o método que melhora a precisão de processamento do furo profundo existente. Método de escareamento de furo profundo: o material em branco tem furo profundo, a fim de melhorar ainda mais a precisão dimensional do furo profundo existente e reduzir a rugosidade da superfície do furo, é adotado o método de escareamento de pequeno corte traseiro. Método de perfuração de trepanação de furo profundo: o material em branco não tem furo e o furo profundo é perfurado com uma broca oca e um mandril permanece no centro do material em branco após a perfuração. Método de brunimento de furo profundo: o material em branco tem furo profundo, a fim de melhorar a qualidade da superfície, estado de tensão superficial e precisão dimensional do furo profundo existente, o princípio de retificação de baixa velocidade é usado para modificar o método de usinagem de furo profundo no superfície interna das peças do orifício profundo. Método de laminação de furo profundo: o material em branco tem furo profundo, a fim de terminar o tamanho do furo profundo existente, qualidade da superfície e fortalecer a superfície do furo profundo, o princípio de deformação plástica é usado para corrigir os defeitos da superfície do furo interno das peças do furo profundo. Método de processamento de furo profundo de feixe de alta energia: o material em branco não tem furo e usa a energia do feixe de alta energia (feixe de laser, feixe de íons) para perfurar um furo profundo por efeito fototérmico. Método de perfuração com vibração de furo profundo: o material em branco não tem furo e a broca (ou peça de trabalho) vibra regularmente ao mesmo tempo de trabalho e alimentação normais, de modo que a broca pode cortar em vibração, forma de onda de força de corte de pulso , e alterar os parâmetros de corte de acordo com certas leis, de modo a melhorar a eficiência do corte. |
||||||
| Classificação por tipo de movimento A peça gira e a ferramenta avança no modo de processamento: a peça faz o movimento principal e a ferramenta faz o movimento de avanço. A peça de trabalho não se move e a ferramenta gira e avança no modo de processamento: a ferramenta faz o movimento principal e o movimento de avanço. A peça e a ferramenta giram para trás e a ferramenta avança no modo de processamento: a peça e a ferramenta fazem o movimento principal ao mesmo tempo, e a ferramenta também faz o movimento de avanço. A peça gira e avança, a ferramenta não se move no modo de processamento: a peça faz o movimento principal e o movimento de avanço. |
||||||
| Classificação por método de remoção de chip Modo de processamento de remoção externa de cavacos: durante o processamento do furo profundo, o fluido de corte entra na área de corte de dentro do tubo de perfuração e o cavaco é descarregado de fora da haste da ferramenta de corte. Modo de processamento de remoção de cavacos internos: durante o processamento do furo profundo, o fluido de corte entra na área de corte do espaço anular formado pela parte externa do tubo de perfuração e do furo processado, e o cavaco é descarregado de dentro da haste da ferramenta de corte. |
||||||
| Casa | Sobre nós | Produtos | Contato | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||