| Додому | Про нас | Продукт | Контакт | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
Інструменти для глибокого свердління |
||||||
Індексирувані твердосплавні глибокі отвори для свердління (тип I) |
||||||
|
||||||
100% така ж продуктивність, як і Sandvik Coromant |
||||||
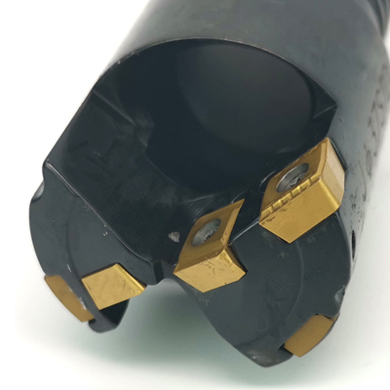
Компонент інструментів для свердління BTA |
||||||
| На 100% замінюється сівалками Sandvik Coromant. Високоякісна периферійна вставка, проміжна вставка, центральна вставка, направляюча накладка, кишеня для обробки нержавіючої сталі, високошвидкісної сталі, легованої сталі з титану, сплаву на основі нікелю тощо. | ||||||
| Вставки | ||||||
800-06 03 08H-P-G |
||||||
| Кишені | ||||||
| R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
| Посібники | ||||||
| 800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
| Незалежно від того, чи шукаєте ви запасні частини або робите нове замовлення. Будь ласка, не соромтеся звертатися до нас. | ||||||
 |
||||||
 |
||||||
| Що таке глибока яма? Як правило, коли відношення глибини отвору L і діаметра отвору D більше 5, тобто L/d> 5, це називається глибоким отвором. |
||||||
Класифікація механічної обробки глибоких отворів |
||||||
| Класифікація за методом обробки Метод глибокого свердління твердого матеріалу: заготовка не має отвору, щоб використовувати метод глибокого свердління для обробки глибокого отвору. Метод глибокого свердління: заготовка має глибокий отвір, щоб виправити дефекти існуючого глибокого отвору та збільшити розмір діаметра отвору, це метод, який покращує точність обробки наявного глибокого отвору. Метод глибокого розточування отворів: заготовка має глибокий отвір, щоб додатково поліпшити точність розмірів наявного глибокого отвору та зменшити шорсткість поверхні отвору, застосовується метод розточування невеликої задньої обрізки. Спосіб свердління глибокого отвору: заготовка не має отвору, а глибокий отвір просвердлений порожнистим свердлом, а оправка залишається в центрі заготовки після свердління. Метод відточування глибоких отворів: заготовка має глибокий отвір, для поліпшення якості поверхні, стану поверхневого напруження та точності розмірів існуючого глибокого отвору принцип низькошвидкісного шліфування використовується для модифікації методу обробки глибоких отворів на внутрішня поверхня глибоких отворів. Метод прокатки глибоких отворів: заготовка має глибокий отвір, щоб завершити існуючий розмір глибокого отвору, якість поверхні та зміцнити поверхню глибокого отвору, принцип пластичної деформації використовується для виправлення дефектів поверхні внутрішніх отворів деталей глибоких отворів. Метод обробки глибокого отвору з високою енергією: заготовка не має отвору і використовує енергію променя високої енергії (лазерний промінь, іонний промінь) для просвердлювання глибокого отвору за допомогою фототермічного ефекту. Метод глибокого вібраційного свердління: заготовка не має отвору, а свердло (або заготовка) регулярно вібрує одночасно з нормальною роботою та подачею, так що свердло може врізатись у вібрацію, формуючи форму хвилі ріжучої сили та змінювати параметри різання відповідно до певних законів, щоб покращити ефективність різання. |
||||||
| Класифікація за типом руху Заготівля обертається, і режим обробки подачі інструменту: заготовка робить основний рух, а інструмент - подачу. Заготовка не рухається, а інструмент обертається і подає режим обробки: інструмент здійснює основний рух та рух подачі. Заготівля та інструмент обертаються назад, а режим обробки подачі інструменту: заготовка та інструмент виконують основний рух одночасно, а інструмент також здійснює рух подачі. Заготівля обертається і подається, інструмент не переміщує режим обробки: заготовка виконує як основний рух, так і рух подачі. |
||||||
| Класифікація за методом видалення стружки Режим зовнішньої обробки стружки: під час обробки глибоких отворів рідина для різання надходить у зону різання зсередини свердлильної труби, а стружка викидається із зовнішньої сторони стрижня ріжучого інструменту. Режим внутрішньої обробки стружки: під час обробки глибоких отворів рідина для різання надходить у зону різання із кільцевого простору, утвореного зовнішнім бором свердлильної труби та обробленого отвору, і стружка вивантажується з внутрішньої сторони стрижня ріжучого інструменту. |
||||||
| Додому | Про нас | Продукт | Контакт | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||