| Hogar | Empresa | Producto | Contacto | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
Herramientas de perforación de agujeros profundos |
||||||
Herramientas de perforación de orificios profundos de carburo indexable (tipo I) |
||||||
|
||||||
100% el mismo rendimiento que Sandvik Coromant |
||||||
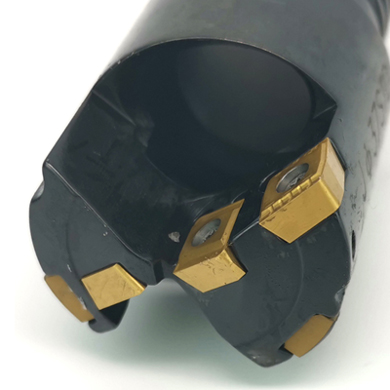
Componente de herramientas de perforación BTA |
||||||
| 100% reemplazable con los taladros del sistema Sandvik Coromant. Inserto periférico de alta calidad, inserto intermedio, inserto central, almohadilla de guía, bolsillo utilizado para procesar en acero inoxidable, acero de alta velocidad, acero de aleación de titanio, aleación a base de níquel, etc. | ||||||
| Inserta | ||||||
800-06 03 08H-P-G |
||||||
| Bolsillos | ||||||
| R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
| Almohadillas de guía | ||||||
| 800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
| No importa si está buscando piezas de repuesto o si desea realizar un nuevo pedido. Siéntete libre de contactarnos. | ||||||
 |
||||||
 |
||||||
| ¿Qué es un hoyo profundo? Generalmente, cuando la relación entre la profundidad del orificio L y el diámetro del orificio D es mayor que 5, es decir, L / d> 5, se denomina pozo profundo. |
||||||
Clasificación del mecanizado de agujeros profundos |
||||||
| Clasificación por método de procesamiento Método de perforación de orificios profundos de material sólido: el material en blanco no tiene orificio, para utilizar el método de perforación de orificios profundos para procesar orificios profundos. Método de perforación de orificios profundos: el material en blanco tiene un orificio profundo, para corregir los defectos del orificio profundo existente y ampliar el tamaño del diámetro del orificio, es el método que mejora la precisión de procesamiento del orificio profundo existente. Método de escariado de orificio profundo: el material en blanco tiene un orificio profundo, para mejorar aún más la precisión dimensional del orificio profundo existente y reducir la rugosidad de la superficie del orificio, se adopta el método de escariado de corte posterior pequeño. Método de perforación de trepanación de orificios profundos: el material en blanco no tiene orificio, y el orificio profundo se perfora con un taladro hueco, y un mandril permanece en el centro del material en blanco después de la perforación. Método de afilado de orificios profundos: el material en blanco tiene un orificio profundo, para mejorar la calidad de la superficie, el estado de tensión superficial y la precisión dimensional del orificio profundo existente, el principio de rectificado a baja velocidad se utiliza para modificar el método de mecanizado de orificios profundos en el superficie interior de las piezas del agujero profundo. Método de laminación de orificios profundos: el material en blanco tiene un orificio profundo, para terminar el tamaño del orificio profundo existente, la calidad de la superficie y fortalecer la superficie del orificio profundo, el principio de deformación plástica se utiliza para corregir los defectos de la superficie del orificio interno de las piezas del orificio profundo. Método de procesamiento de orificio profundo con haz de alta energía: el material en blanco no tiene orificio y utiliza la energía del rayo de alta energía (rayo láser, haz de iones) para perforar un orificio profundo por efecto fototérmico. Método de perforación por vibración de orificios profundos: el material en blanco no tiene orificios, y la broca (o pieza de trabajo) vibra regularmente al mismo tiempo que el trabajo y la alimentación normales, de modo que la broca puede cortar en vibración, formando una forma de onda de fuerza de corte de pulso y cambiar los parámetros de corte de acuerdo con ciertas leyes, para mejorar la eficiencia de corte. |
||||||
| Clasificación por tipo de movimiento La pieza de trabajo gira y la herramienta avanza en el modo de procesamiento: la pieza de trabajo realiza el movimiento principal y la herramienta realiza el movimiento de avance. La pieza de trabajo no se mueve y la herramienta gira y avanza en el modo de procesamiento: la herramienta realiza el movimiento principal y el movimiento de avance. La pieza de trabajo y la herramienta giran hacia atrás y la herramienta avanza en el modo de procesamiento: la pieza de trabajo y la herramienta realizan el movimiento principal al mismo tiempo, y la herramienta también realiza el movimiento de alimentación. La pieza de trabajo gira y avanza, la herramienta no se mueve. Modo de procesamiento: la pieza de trabajo realiza tanto el movimiento principal como el movimiento de avance. |
||||||
| Clasificación por método de eliminación de virutas Modo de procesamiento de eliminación de viruta externa: durante el procesamiento de orificios profundos, el fluido de corte ingresa al área de corte desde el interior de la tubería de perforación y la viruta se descarga desde el exterior de la varilla de la herramienta de corte. Modo de procesamiento de eliminación de viruta interna: durante el procesamiento de orificios profundos, el fluido de corte ingresa al área de corte desde el espacio anular formado por el exterior de la tubería de perforación y el orificio procesado, y la viruta se descarga desde el interior de la varilla de la herramienta de corte. |
||||||
| Hogar | Empresa | Producto | Contacto | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||