| صفحه اصلی | درباره ما | محصولات | با ما تماس بگیرید | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
ابزارهای حفاری سوراخ عمیق |
||||||
ابزارهای حفاری سوراخ عمیق کاربید (نوع I) |
||||||
|
||||||
100٪ عملکرد یکسان Sandvik Coromant |
||||||
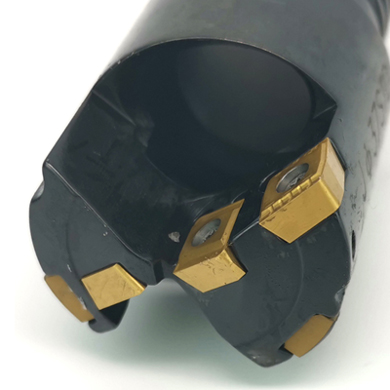
جزء ابزارهای حفاری BTA |
||||||
100٪ قابل تعویض با مته های سیستم Sandvik Coromant. درج محیطی با کیفیت بالا ، درج متوسط ، درج مرکزی ، پد راهنما ، جیب مورد استفاده برای پردازش روی فولاد ضد زنگ ، فولاد با سرعت بالا ، فولاد آلیاژی تیتانیوم ، آلیاژ بر پایه نیکل و غیره |
||||||
درج می کند |
||||||
800-06 03 08H-P-G |
||||||
جیب |
||||||
R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
پدهای راهنما |
||||||
800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
مهم نیست که به دنبال قطعات جایگزین هستید یا سفارش جدیدی می دهید. لطفا برای ارتباط با ما راحت باشید. |
||||||
 |
||||||
 |
||||||
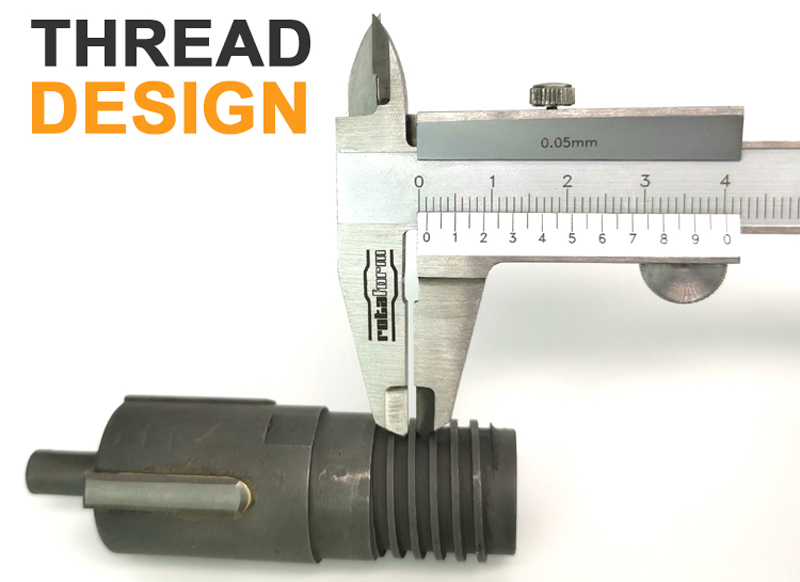
حفره عمیق چیست؟ به طور کلی ، وقتی نسبت عمق سوراخ L و قطر سوراخ D بیشتر از 5 باشد ، یعنی L/d> 5 ، آن را حفره عمیق می نامند. |
||||||
طبقه بندی ماشینکاری حفره عمیق |
||||||
طبقه بندی بر اساس روش پردازش روش حفاری عمیق مواد جامد: مواد خالی سوراخ ندارند ، برای استفاده از روش حفاری عمیق برای پردازش حفره عمیق. روش خسته کننده سوراخ عمیق: مواد خالی دارای حفره عمیق هستند ، به منظور اصلاح عیوب حفره عمیق موجود و افزایش اندازه قطر سوراخ ، این روشی است که دقت پردازش حفره عمیق موجود را بهبود می بخشد. روش باز کردن حفره عمیق: مواد خالی دارای حفره عمیق هستند ، به منظور بهبود بیشتر دقت ابعاد حفره عمیق موجود و کاهش زبری سطح حفره ، روش بازسازی برش پشت کوچک مورد استفاده قرار می گیرد. روش حفاری با سوراخ عمیق: مواد خالی سوراخ ندارند و سوراخ عمیق با یک مته توخالی حفر می شود و یک سنبه بعد از حفاری در مرکز مواد خالی باقی می ماند. روش صافکاری عمیق: مواد خالی دارای سوراخ عمیق هستند ، به منظور بهبود کیفیت سطح ، حالت تنش سطحی و دقت ابعادی حفره عمیق موجود ، از اصل سنگ زنی با سرعت پایین برای اصلاح روش ماشینکاری حفره عمیق در سطح داخلی قطعات حفره عمیق. روش نورد سوراخ عمیق: مواد خالی دارای حفره عمیق هستند ، به منظور تکمیل اندازه سوراخ عمیق موجود ، کیفیت سطح و تقویت سطح حفره عمیق ، از اصل تغییر شکل پلاستیک برای اصلاح عیوب سطح سوراخ داخلی قطعات حفره عمیق استفاده می شود. روش پردازش چاله عمیق با پرتو پرانرژی: مواد خالی سوراخ ندارند و از انرژی پرتو پرانرژی (پرتو لیزر ، پرتوی یون) برای ایجاد حفره عمیق با اثر نور گرمایی استفاده می کنند. روش حفاری ارتعاشی عمیق: مواد خالی سوراخ ندارند و مته (یا قطعه کار) به طور منظم در همان زمان کار معمولی و تغذیه مرتعش می شود ، به طوری که بیت مته می تواند در ارتعاش بریده ، شکل موج نیروی برش پالس را ایجاد کند ، و پارامترهای برش را با توجه به قوانین خاصی تغییر دهید تا کارایی برش را بهبود بخشد. |
||||||
طبقه بندی بر اساس نوع حرکت قطعه کار می چرخد و ابزار حالت پردازش را تغذیه می کند: قطعه کار حرکت اصلی را انجام می دهد و ابزار حرکت تغذیه را انجام می دهد. قطعه کار حرکت نمی کند و ابزار می چرخد و حالت پردازش را تغذیه می کند: ابزار حرکت اصلی و حرکت تغذیه را انجام می دهد. قطعه کار و ابزار به صورت معکوس می چرخند و ابزار حالت پردازش را تغذیه می کند: قطعه کار و ابزار حرکت اصلی را همزمان انجام می دهند و ابزار نیز حرکت تغذیه را انجام می دهد. قطعه کار می چرخد و تغذیه می شود ، ابزار حالت پردازش را حرکت نمی دهد: قطعه کار هم حرکت اصلی و هم حرکت خوراک را انجام می دهد. |
||||||
طبقه بندی با روش حذف تراشه حالت پردازش حذف تراشه خارجی: در حین پردازش سوراخ عمیق ، مایع برش از داخل لوله مته وارد ناحیه برش می شود و تراشه از خارج میله ابزار برش تخلیه می شود. حالت پردازش داخلی حذف تراشه: در حین پردازش حفره عمیق ، مایع برش از فضای حلقوی ایجاد شده در خارج از لوله مته و سوراخ پردازش شده وارد ناحیه برش می شود و تراشه از داخل میله ابزار برش تخلیه می شود. |
||||||
| صفحه اصلی | درباره ما | محصولات | با ما تماس بگیرید | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||