| Nhà | Về chúng tôi | Sản phẩm | Liên hệ chúng tôi | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
Dụng cụ khoan lỗ sâu |
||||||
Dụng cụ khoan lỗ sâu cacbua có thể lập chỉ mục (Loại I) |
||||||
|
||||||
Hiệu suất giống 100% như Sandvik Coromant |
||||||
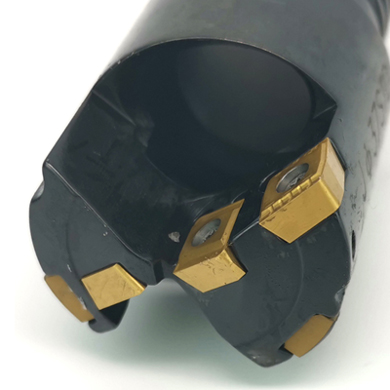
Thành phần công cụ khoan BTA |
||||||
| 100% có thể thay thế với các mũi khoan hệ thống Sandvik Coromant. Chất lượng cao chèn ngoại vi, chèn trung gian, chèn trung tâm, đệm dẫn hướng, túi được sử dụng để gia công trên thép không gỉ, thép tốc độ cao, thép hợp kim titan, hợp kim niken, v.v. | ||||||
| Chèn | ||||||
800-06 03 08H-P-G |
||||||
| Túi | ||||||
| R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
| Hướng dẫn Pads | ||||||
| 800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
| Không có vấn đề nếu bạn đang tìm kiếm các bộ phận thay thế hoặc để đặt hàng mới. Xin cứ thoải mái liên lạc với chúng tôi. | ||||||
 |
||||||
 |
||||||
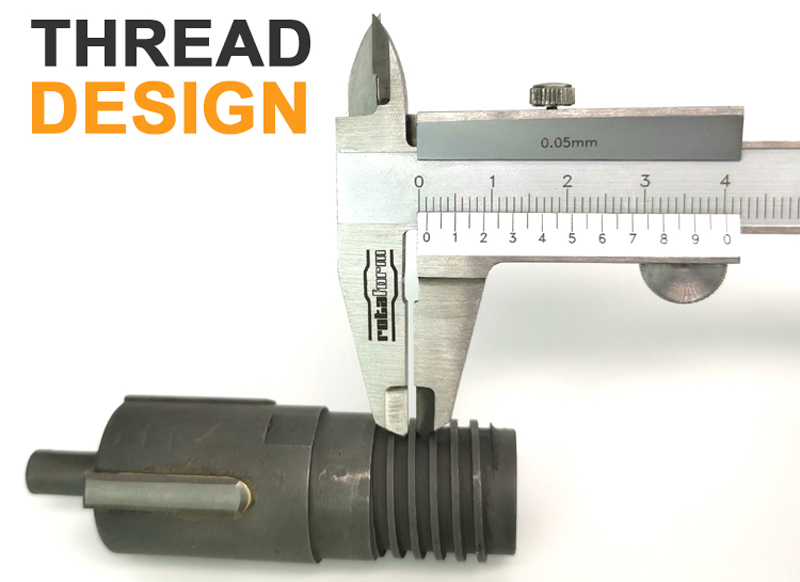
| Hố sâu là gì? Nói chung, khi tỷ số giữa chiều sâu lỗ L và đường kính lỗ D lớn hơn 5, nghĩa là, L/d> 5, nó được gọi là lỗ sâu. |
||||||
Phân loại gia công lỗ sâu |
||||||
| Phân loại theo phương pháp chế biến Phương pháp khoan lỗ sâu vật liệu rắn: vật liệu trống không có lỗ, sử dụng phương pháp khoan lỗ sâu để xử lý lỗ sâu. Phương pháp doa lỗ sâu: vật liệu trống có lỗ sâu, nhằm sửa chữa các khuyết tật của lỗ sâu hiện có và mở rộng kích thước đường kính lỗ, đó là phương pháp nâng cao độ chính xác gia công của lỗ sâu hiện có. Phương pháp doa lỗ sâu: vật liệu trống có lỗ sâu, để cải thiện hơn nữa độ chính xác về kích thước của lỗ sâu hiện có và giảm độ nhám bề mặt của lỗ, phương pháp doa cắt nhỏ trở lại được áp dụng. Phương pháp khoan lỗ sâu: vật liệu trống không có lỗ và lỗ sâu được khoan bằng máy khoan rỗng và một trục gá vẫn ở giữa vật liệu trống sau khi khoan. Phương pháp mài lỗ sâu: vật liệu trống có lỗ sâu, để cải thiện chất lượng bề mặt, trạng thái ứng suất bề mặt và độ chính xác kích thước của lỗ sâu hiện có, nguyên tắc mài tốc độ thấp được sử dụng để sửa đổi phương pháp gia công lỗ sâu trên bề mặt bên trong của các bộ phận lỗ sâu. Phương pháp cán lỗ sâu: vật liệu trống có lỗ sâu, để hoàn thiện kích thước lỗ sâu hiện có, chất lượng bề mặt và tăng cường bề mặt lỗ sâu, nguyên lý biến dạng dẻo được sử dụng để sửa chữa các khuyết tật bề mặt lỗ trong của các bộ phận lỗ sâu. Phương pháp xử lý lỗ sâu bằng chùm năng lượng cao: vật liệu trống không có lỗ và sử dụng năng lượng của chùm năng lượng cao (chùm tia laze, chùm ion) để khoan lỗ sâu bằng hiệu ứng quang nhiệt. Phương pháp khoan rung lỗ sâu: vật liệu trống không có lỗ và mũi khoan (hoặc phôi) rung động thường xuyên tại cùng thời điểm làm việc và ăn bình thường, do đó mũi khoan có thể cắt rung động, tạo thành dạng sóng lực cắt xung , và thay đổi các thông số cắt theo các quy luật nhất định để nâng cao hiệu quả cắt. |
||||||
| Phân loại theo kiểu chuyển động Phôi quay và chế độ gia công ăn dao: phôi thực hiện chuyển động chính và dao thực hiện chuyển động ăn dao. Phôi không di chuyển, và dao quay và đưa chế độ xử lý: dao thực hiện chuyển động chính và chuyển động ăn dao. Xoay ngược phôi và dao, và chế độ xử lý ăn dao: phôi và dao thực hiện chuyển động chính cùng một lúc, và dao cũng thực hiện chuyển động ăn dao. Phôi quay và ăn dao, dao không di chuyển chế độ gia công: phôi thực hiện cả chuyển động chính và chuyển động ăn dao. |
||||||
| Phân loại theo phương pháp loại bỏ phoi Chế độ gia công loại bỏ phoi bên ngoài: trong quá trình gia công lỗ sâu, chất lỏng cắt đi vào vùng cắt từ bên trong ống khoan, và phoi được thải ra từ bên ngoài của thanh dụng cụ cắt. Chế độ gia công loại bỏ phoi bên trong: trong quá trình gia công lỗ sâu, chất lỏng cắt đi vào khu vực cắt từ không gian hình khuyên được hình thành bởi bên ngoài của ống khoan và lỗ được xử lý, và phoi được thải ra từ bên trong thanh dụng cụ cắt. |
||||||
| Nhà | Về chúng tôi | Sản phẩm | Liên hệ chúng tôi | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||