| Rumah | Tentang Kita | Produk | Hubungi Kami | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
Alat Penggerudian Lubang Dalam |
||||||
Alat Penggerudian Carbide Deep Hole (Jenis I) |
||||||
|
||||||
Prestasi 100% Sama Seperti Sandvik Coromant |
||||||
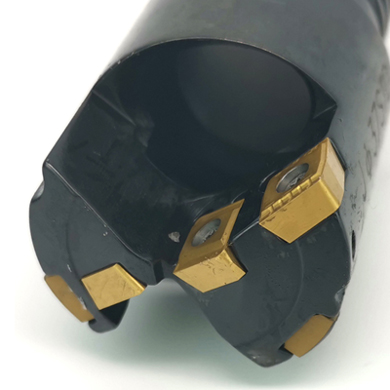
Komponen Alat Penggerudian BTA |
||||||
| 100% boleh diganti dengan latihan sistem Sandvik Coromant. Sisipan periferal berkualiti tinggi, sisipan perantaraan, sisipan tengah, pad panduan, poket yang digunakan untuk memproses pada keluli tahan karat, keluli berkelajuan tinggi, keluli aloi titanium, aloi berasaskan nikel dll. | ||||||
| Sisipan | ||||||
800-06 03 08H-P-G |
||||||
| Poket | ||||||
| R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
| Pad Panduan | ||||||
| 800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
| Tidak kira sama ada anda mencari alat ganti atau membuat pesanan baru. Jangan ragu untuk menghubungi kami. | ||||||
 |
||||||
 |
||||||
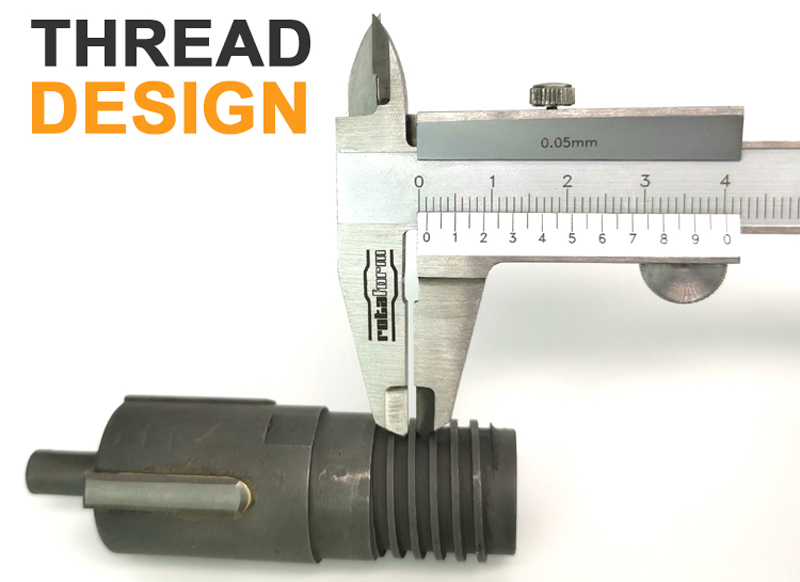
| Apakah lubang dalam? Secara amnya, apabila nisbah kedalaman lubang L dan diameter lubang D lebih besar daripada 5, iaitu, L / d> 5, ia disebut lubang dalam. |
||||||
Pengelasan pemesinan lubang dalam |
||||||
| Pengelasan mengikut kaedah pemprosesan Kaedah pengeboran lubang dalam bahan pepejal: bahan kosong tidak mempunyai lubang, untuk menggunakan kaedah pengeboran lubang dalam untuk memproses lubang dalam. Kaedah membosankan lubang dalam: bahan kosong mempunyai lubang dalam, untuk memperbaiki kecacatan lubang dalam yang ada dan memperluas ukuran diameter lubang, ini adalah kaedah yang meningkatkan ketepatan pemprosesan lubang dalam yang ada. Kaedah reaming lubang dalam: bahan kosong mempunyai lubang dalam, untuk meningkatkan lagi ketepatan dimensi lubang dalam yang ada dan mengurangkan kekasaran permukaan lubang, kaedah reaming pemotongan belakang kecil diadopsi. Kaedah penggerudian trepanning lubang dalam: bahan kosong tidak mempunyai lubang, dan lubang dalam digerudi dengan gerudi berlubang, dan mandrel tetap berada di tengah-tengah bahan kosong setelah pengeboran. Kaedah mengasah lubang dalam: bahan kosong mempunyai lubang dalam, untuk meningkatkan kualiti permukaan, keadaan tekanan permukaan dan ketepatan dimensi lubang dalam yang ada, prinsip pengisaran berkelajuan rendah digunakan untuk mengubah kaedah pemesinan lubang dalam pada permukaan dalaman bahagian lubang dalam. Kaedah menggelek lubang dalam: bahan kosong mempunyai lubang dalam, untuk menyelesaikan ukuran lubang dalam yang ada, kualiti permukaan dan menguatkan permukaan lubang dalam, prinsip ubah bentuk plastik digunakan untuk membetulkan kecacatan permukaan lubang dalaman bahagian lubang dalam. Kaedah pemprosesan lubang mendalam rasuk tenaga tinggi: bahan kosong tidak mempunyai lubang, dan menggunakan tenaga pancaran tenaga tinggi (sinar laser, sinar ion) untuk menggerudi lubang dalam dengan kesan fototerma. Kaedah penggerudian getaran lubang dalam: bahan kosong tidak mempunyai lubang, dan bit gerudi (atau benda kerja) bergetar secara berkala pada waktu yang sama dengan kerja dan penyusuan biasa, sehingga bit gerudi dapat memotong getaran, membentuk bentuk gelombang daya pemotong nadi , dan ubah parameter pemotongan menurut undang-undang tertentu, untuk meningkatkan kecekapan pemotongan. |
||||||
| Pengelasan mengikut jenis pergerakan Bahan kerja berputar, dan mod pemprosesan suapan alat: benda kerja melakukan pergerakan utama, dan alat melakukan pergerakan umpan. Bahan kerja tidak bergerak, dan alat berputar dan mod pemprosesan makanan: alat melakukan pergerakan utama dan pergerakan suapan. Bahan kerja dan alat berpusing terbalik, dan mod pemprosesan umpan alat: benda kerja dan alat melakukan pergerakan utama pada masa yang sama, dan alat juga melakukan pergerakan suapan. Bahan kerja berputar dan memberi makan, alat ini tidak mengalihkan mod pemprosesan: benda kerja melakukan pergerakan utama dan pergerakan suapan. |
||||||
| Pengelasan dengan kaedah penyingkiran cip Mod pemprosesan penyingkiran cip luaran: semasa pemprosesan lubang dalam, cecair pemotong memasuki kawasan pemotongan dari bahagian dalam paip gerudi, dan cip dikeluarkan dari luar batang alat pemotong. Mod pemprosesan penyingkiran cip dalaman: semasa pemprosesan lubang dalam, bendalir pemotong memasuki kawasan pemotongan dari ruang anular yang dibentuk oleh bahagian luar paip gerudi dan lubang yang diproses, dan cip dikeluarkan dari bahagian dalam batang alat pemotong. |
||||||
| Rumah | Tentang Kita | Produk | Hubungi Kami | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||