| Дом | О нас | Продукт | Контакт | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||
 |
||||||
Инструменты для глубокого сверления |
||||||
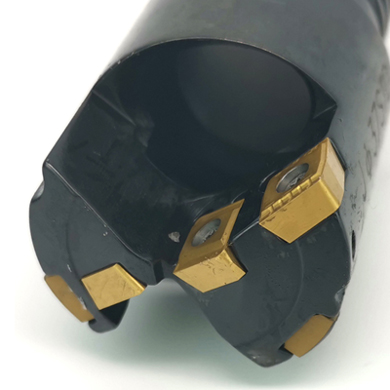
Инструмент для сверления глубоких отверстий со сменными пластинами из твердого сплава (тип I) |
||||||
|
||||||
100% та же производительность, что и у Sandvik Coromant |
||||||
Компонент BTA Drilling Tools |
||||||
| 100% заменяемость системными сверлами Sandvik Coromant. Высококачественная периферийная пластина, промежуточная пластина, центральная пластина, направляющая пластина, карман, используемые для обработки нержавеющей стали, быстрорежущей стали, стали из титанового сплава, сплава на основе никеля и т. Д. | ||||||
| Вставки | ||||||
800-06 03 08H-P-G |
||||||
| Карманы | ||||||
| R430.28-1516-16 R430.28-1822-22 R430.30-1216-16 R430.30-1522-22 L430.31-1216-16 L430.31-1522-22 R430.24-1118-06 |
||||||
| Направляющие колодки | ||||||
| 800-06A 800-07A 800-08A 800-10A 800-12A 800-14D065 800-16D075 800-18D085 800-20D100 800-22D110 800-24D120 800-26D130 430.32-12 Dxx.x 430.32-16 Dxx.x 430.21-10D52.0 |
||||||
| Неважно, ищете ли вы запасные части или хотите разместить новый заказ. Пожалуйста, не стесняйтесь обращаться к нам. | ||||||
 |
||||||
 |
||||||
| Что такое глубокая яма? Обычно, когда соотношение глубины L отверстия и диаметра D отверстия больше 5, то есть L/d> 5, это называется глубоким отверстием. |
||||||
Классификация обработки глубоких отверстий |
||||||
| Классификация по способу обработки Метод глубокого сверления твердого материала: в пустом материале нет отверстия, чтобы использовать метод глубокого сверления для обработки глубокого отверстия. Метод растачивания глубоких отверстий: материал заготовки имеет глубокое отверстие, чтобы исправить дефекты существующего глубокого отверстия и увеличить размер диаметра отверстия, это метод, который улучшает точность обработки существующего глубокого отверстия. Метод развертывания глубоких отверстий: в материале заготовки имеется глубокое отверстие, чтобы еще больше повысить точность размеров существующего глубокого отверстия и уменьшить шероховатость поверхности отверстия, применяется метод развертывания небольшого обратного резания. Метод трепанирования глубокого отверстия: в материале заготовки нет отверстия, глубокое отверстие просверливается полым сверлом, а оправка остается в центре материала заготовки после сверления. Метод хонингования глубоких отверстий: материал заготовки имеет глубокое отверстие, чтобы улучшить качество поверхности, состояние поверхностного напряжения и точность размеров существующего глубокого отверстия, для изменения метода обработки глубоких отверстий на станке используется принцип низкоскоростного шлифования. внутренняя поверхность деталей глубоких отверстий. Метод прокатки с глубокими отверстиями: в заготовке есть глубокие отверстия, чтобы закончить существующий размер глубоких отверстий, качество поверхности и укрепить поверхность глубоких отверстий, для исправления дефектов внутренней поверхности отверстий деталей с глубокими отверстиями используется принцип пластической деформации. Метод обработки глубоких отверстий высокоэнергетическим лучом: в заготовке нет отверстия, а энергия высокоэнергетического луча (лазерный, ионный) используется для просверливания глубоких отверстий с помощью фототермического эффекта. Метод вибрационного сверления глубоких отверстий: в материале заготовки нет отверстия, и сверло (или заготовка) регулярно вибрирует одновременно с нормальной работой и подачей, так что сверло может резать вибрацию, формировать импульсную форму волны силы резания , и изменить параметры резки в соответствии с определенными законами, чтобы повысить эффективность резки. |
||||||
| Классификация по типу движения Заготовка вращается, и инструмент подает режим обработки: заготовка выполняет основное движение, а инструмент - движение подачи. Заготовка не движется, а инструмент вращается и подает в режиме обработки: инструмент совершает основное движение и движение подачи. Заготовка и инструмент вращаются в обратном направлении, и режим обработки подачи инструмента: заготовка и инструмент совершают основное движение одновременно, а инструмент также выполняет движение подачи. Заготовка вращается и подается, инструмент не перемещается в режиме обработки: заготовка совершает как основное движение, так и движение подачи. |
||||||
| Классификация по способу удаления стружки Режим обработки внешнего удаления стружки: при обработке глубоких отверстий смазочно-охлаждающая жидкость поступает в зону резания изнутри бурильной трубы, а стружка выводится с внешней стороны стержня режущего инструмента. Режим обработки удаления внутренней стружки: во время обработки глубоких отверстий смазочно-охлаждающая жидкость поступает в зону резания из кольцевого пространства, образованного внешней стороной бурильной трубы и обрабатываемым отверстием, а стружка выводится изнутри стержня режущего инструмента. |
||||||
| Дом | О нас | Продукт | Контакт | EN | ES | FR | PT | RU | AR | IR | TR | ID | TH | UA | VN | MY | ||||||